こんにちは。
営業部の辻川です。
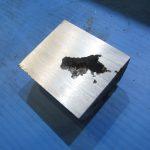
弊社工場内を歩いていると社内不良判定エリアに「これぞ!」というほど分かりやすい引け巣がでた鋳物が置いてあったので
今回は引け巣についてご紹介したいと思います。
アルミ鋳物の品質トラブルの中でも、よく問題になるのが「引け巣(ひけす)」です。
引け巣は、外観では分かりにくい内部欠陥の一つで、機械加工後やX線検査で初めて発見されることも少なくありません。
この記事では、引け巣の原因・メカニズム・防止策を、アルミ鋳物メーカーの視点で分かりやすく解説します。
引け巣とは、鋳物内部に生じる空洞(ボイド)や収縮孔のことです。


※この写真が表面に露出した引け巣です。本来はこの割れがありません。
アルミ溶湯が凝固する際の体積収縮により、金属が十分に補給されない部分に空隙が発生します。
見た目は問題なくても、内部に巣が残っていると、
・強度の低下
・リーク(気密不良)
・機械加工後の穴の露出
といった不具合につながります。
引け巣が発生する主な原因は下記のとおりです。
| 原因カテゴリ | 詳細内容 |
|---|---|
| 凝固収縮 | アルミ合金が鋳型の中で凝固・収縮する際に補給が間に合わない部分に空洞ができる。 |
| 肉厚の不均一 | 肉厚の厚い部分が遅く凝固し、周囲との凝固差で収縮空間が生まれる。 |
| 溶湯温度・鋳込み条件 | 温度が高すぎると凝固が遅れ、過度の収縮を起こす。 |
| 押湯・湯道設計不良 | 凝固末期に金属が流れ込まず、補充されていない箇所の中心部が空洞化する。 |
では引け巣を防ぐために効果的な対策は?
①押湯設計の最適化(方案の見直し)
→凝固が他より遅い部分に押し湯を配置し、収縮分を補う。
②鋳込み温度の見直し
→その製品に最適な温度を再検討し、製品の部分部分での急激な凝固差を防ぐことで引け巣発生リスクを軽減。
③冷却制御
→肉厚の厚い部分に冷やし金を配置し指向性凝固をより適したものにする。
引け巣対策は「凝固の見える化」がカギ!
引け巣は、設計・鋳造条件・冷却管理のいずれかに偏りがあると発生します。
ポイントは、「どの順番で凝固が進むか」を把握すること。
シミュレーションや経験に基づいた湯道設計が安定した品質のアルミ鋳物づくりに直結します。
八百谷金属工業㈱では小ロットから対応可能な砂型アルミ鋳造にてアルミ鋳物を生産しております。
長年の経験とシミュレーション技術を活かして、引け巣・巣穴欠陥の少ない鋳物づくりを追求しています。
設計段階からの品質改善やコスト削減のご相談も承っております。
お気軽にお問い合わせください。
アルミ鋳物の試作・少量ロット量産はお任せ下さい。
4種の製法を活かし、その製品に最適なプロセスでご提案いたします。
鋳物のお困りごとがありましたら弊社問合せフォーム迄お待ちしております!